info@stankismec.ru
SMEC PL2000MS / PL2000Y / PL2000SY

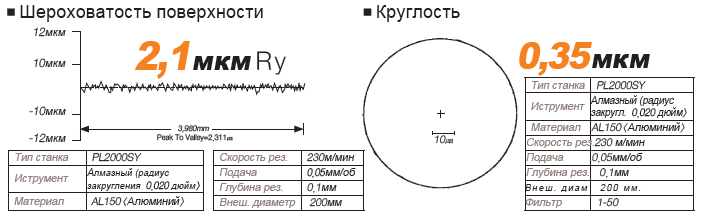
Технические характеристики:
| Описание | Ед. изм. | PL2000MS | PL2000Y | PL2000SY |
|---|---|---|---|---|
| Обработка над станиной | мм | 650 | 650 | 650 |
| Максимальная длина обработки | мм | 460 | 535 | 520 |
| Максимальный диаметр обработки | мм | 354 | 360 | 360 |
| Диаметр отверстия шинделя (Осн./Контр.) | мм | 66/36 | 66/- | 66/36 |
| Размер патрона (Осн./Контр.) | дюйм | 8/6 | 8/- | 8/6 |
| Скорость шпинделя (Осн./Контр.) | Об/мин | 4000/6000 | 4000/- | 4000/6000 |
| Перемещение по оси (X/Z/Y/B) | мм | 210/515/-/500 | 235/580/100/580 | 235/580/100/580 |
| Количество инструмента (опц) | шт | 12 | 12 | 12 |
| Сечение резца (опц) | мм | 25х25 | 25х25 | 25х25 |
| Отверстие для борт-штанги | мм | 50 | 50 | 50 |
| Вес станка | кг | 5500 | 5600 | 5800 |
| Занимаемая площадь | мм | 3458х1700 | 3658х1930 | 3658х1930 |
| Система управления | Fanuc Oi-TD | |||
Описание:
Ось Y увеличивает возможность обработки.
Обеспечивает обработку плоскостей не параллельных (не перпендикулярных) осей детали.

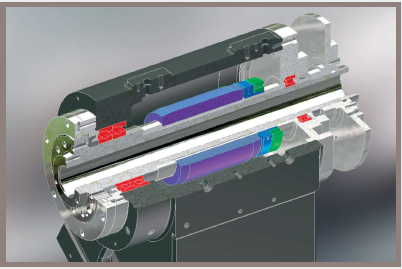
Конструкция с лепестковым оребрением для минимизации теплового расширения.
Лепестковое оребрение передней бабки обеспечивает минимальное температурное расширение, а прецизионные радиально-упорные шарикоподшипники в передней и задней опорах позволяют получать непревзойденные результаты в условиях повышенных нагрузок.

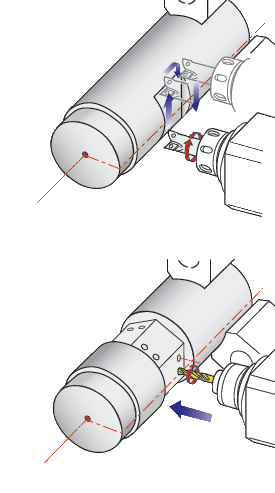
Контршпиндель.
Вспомогательный шпиндель с осью С позволяет производить фрезерование, сверление и нарезание резьбы на оборотной стороне детали, а мощный 7,5 кВт встроенный двигатель обеспечивает высокое ускорение с большим крутящим моментом (6 кгс*м).
Прецизионные радиально-упорные шарикоподшипники в передней опоре, и сдвоенные цилиндрические роликовые в задней опоре обеспечивают непревзойденное качество обработки в любых условиях.
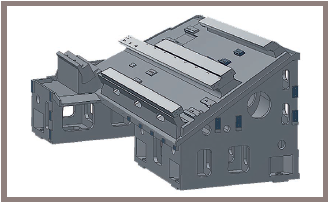
Жесткая наклонная станина.
Наклонная 30° станина повышенной жесткости позволяет получать высокоточные результаты в условиях повышенной нагрузки.
Синхронизированное индексирование по осям С1 и С2.
Синхронизация осей С1 (главный шпиндель) и С2 (вспомогательный шпиндель) дает гибкость в обработке деталей различных конфигураций. От простого фрезерования и точения до одновременной обработки по разным осям осуществляются за одну настройку.

Предварительно напряженные шариково-винтовые передачи с двойными опорами.
Передачи всех осей предварительно напряжены и прошли термообработку. Опоры с обеих сторон -двойные, обеспечивающие максимальную жесткость и минимальное тепловое расширение.

Шестигранный корпус направляющих.
Широкие направляющие литой станины прошли высокоточную обработку, индукционную закалку и последующее шлифование для обеспечения жесткости и точности в любых условиях.
Система смазки вспомогательного шпинделя.
Вспомогательный шпиндель имеет рубашку охлаждения для минимизации тепловых расширений и обеспечения высоких результатов обработки, независимо от условий резания.
